How to Choose the Best Crusher Hammer for Cement Plant Efficiency

INTRODUCTION
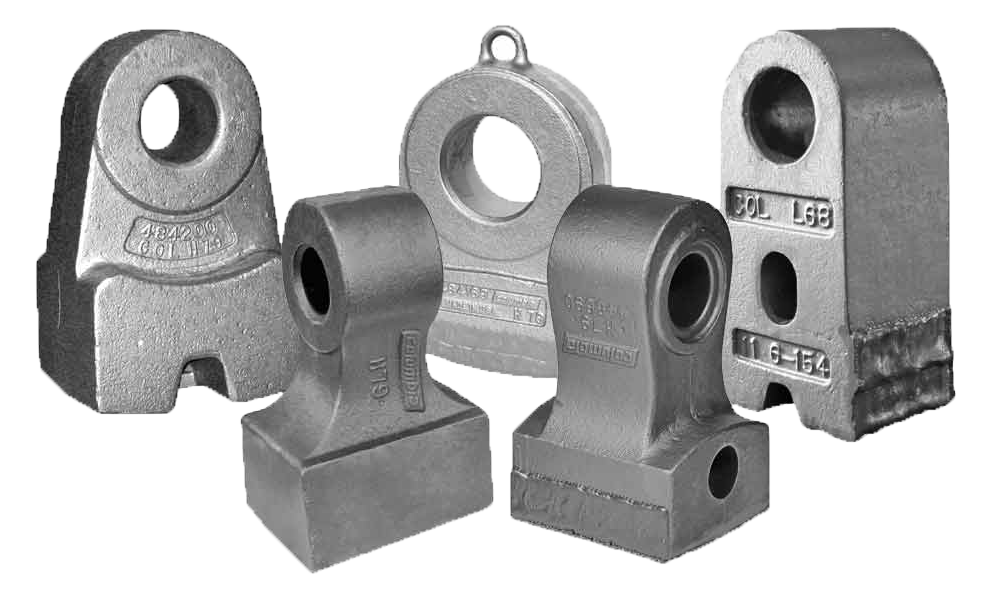
In heavy-duty cement manufacturing, the crusher hammer is the literal frontline of your production timeline. Operating inside massive hammer mills and limestones crushers, these components endure non-stop, high-velocity collisions to reduce raw run-of-mine aggregates into predictable sizes for raw meal preparation.
However, many procurement teams treat a crusher hammer for cement plant operations as a simple commodity. This is a costly mistake. Choosing the wrong hammer configuration doesn’t just accelerate wear—it’s directly degrades your entire facility’s operational efficiency, increases energy bills, and causes catastrophic unplanned downtime.
To maximize your plant’s Overall Equipment Effectiveness (OEE) and achieve a lower cost-per-ton, you must understand how to choose the ideal crusher hammer. This comprehensive guide maps out the exact steps to aligning material geography, metallurgy, and mechanical design with your plant’s efficiency goals.

1. The Direct Link Between Crusher Hammer Selection and Cement Plant Efficiency
Every mechanical event inside your crushing chamber ripples down the rest of the cement production line. Selecting a highly engineered crusher hammer for cement plant applications directly fixes three major operational friction points:
1.1 Impact on Daily Tonnage and Output Consistency
As a crusher hammer wears down, its sharp, striking profile becomes rounded. A rounded hammer profile no longer fractures stone cleanly via impact; instead, it pushes the material around the chamber, relying on inefficient friction and attrition. This slowdown in material discharge creates a bottleneck, significantly lowering your hourly and daily aggregate tonnage.
1.2 Energy Consumption and Power Efficiency (kWh/Ton)
When hammers lose their striking geometry, your primary crusher’s main electric motor has to work twice as hard to process the same volume of limestone. In large-scale cement plants, this drop in crushing efficiency causes a massive spike in energy consumption ($kWh/\text{Ton}$), quietly draining your plant’s profitability through inflated utility costs.
1.3 Unplanned Downtime: The Ultimate Profit Killer
If a crusher hammer fractures due to poor alloy selection or sudden tramp iron impact, the entire kiln feed line can grind to a halt. In cement production, unplanned kiln downtime can cost tens of thousands of dollars per hour. Choosing a high-efficiency, reliable hammer ensures your production cycles remain stable and predictable.
2. Step 1: Analyze Your Cement Plant’s Specific Crushing Stages
A cement plant utilizes crushers at different points along the production line. To choose the right part, you must first identify the exact operational environment.
2.1 Primary Limestone Crushing (Run-of-Mine to Aggregates)
This stage handles massive feed sizes coming directly from the quarry blasting site (often up to 40-50 inches). The primary requirement here is raw, structural impact toughness. The crusher hammer must be capable of shattering massive boulders without cracking or splitting at the rotor pin hole.
2.2 Secondary/Tertiary Crushing & Raw Mill Preparation
Here, pre-crushed stone is reduced further to prepare it for the vertical roller mills or ball mills. Because the feed size is smaller and more uniform, the extreme impact shocks are reduced, shifting the focus toward abrasive wear resistance to counter the continuous scratching of fine rocks.
2.3 Cement Clinker Crushing (The Highly Abrasive Zone)
Clinker is highly abrasive and leaves the kiln at elevated temperatures. Processing clinker requires specialized crusher hammers that exhibit exceptional hot-hardness and extreme resistance to micro-cutting abrasion. Standard steel alloys fail within days under these severe conditions.

3. Step 2: Match the Metallurgy to Your Cement Material Profile
The geological profile of your raw stone dictates what material your crusher hammer should be made of. Pay close attention to your limestone’s Silica ($SiO_2$) content, as anything above 2% silica exponentially accelerates metal abrasion.
Cement Plant Crusher Hammer Materials Reference
| Material Type | Typical Hardness | Structural Toughness | Optimal Cement Plant Stage |
| High Manganese ($Mn13, Mn18$) | HB 200 $\rightarrow$ HB 500+ | Excellent | Primary Limestone Stage (High-impact feed) |
| High Chromium Cast Iron | HRC 60–65 | Low (Brittle) | Tertiary Crushing / Low-silica fine grids |
| Bimetallic Composite / Ceramic Inserts | HRC 62+ (Face) | Excellent | High-Silica Limestone & Clinker Processing |
3.1 High Manganese Steel (Mn13, Mn18, Mn22)
Manganese steel relies on a unique physical characteristic called work-hardening. In its base state, the metal is highly ductile and shock-absorbent. When large blocks of limestone smash into it with high impact, the surface crystalline structure shifts, rapidly hardening to resist abrasion while the core remains flexible.
Crucial Application Note: If your limestone is soft and lacks high impact energy, manganese steel will not work-harden, causing it to wear out prematurely.
3.2 High Chromium Cast Iron
High-chrome alloys feature dense networks of chromium carbides that shrug off abrasive wear from silica-heavy stone. However, because high-chrome is inherently brittle, it should only be deployed in secondary or tertiary stages where the risk of encountering oversized boulders or uncrushable metals is minimized.
3.3 Bimetallic Composite & Ceramic Inserts: The Efficiency Game-Changer
To bypass the traditional trade-off between hardness and brittleness, modern cement plants favor bimetallic composite crusher hammers.
Through a specialized liquid-solid casting process, the hammer’s mounting shank is cast from high-strength structural steel to handle structural shocks, while the high-wear head is cast from ultra-hard high-chromium iron or reinforced with titanium carbide (TiC) ceramic inserts. This gives you maximum abrasive wear life on the striking face without risking a catastrophic snap at the pin rotor.
4. Step 3: Mechanical Configuration and Geometric Engineering
Achieving maximum cement plant efficiency requires you to look past metallurgy and evaluate physical installation metrics.
Weight Distribution and Rotor Balance: When installing a new set of crusher hammers, the parts must be weighed and arranged in precisely balanced opposing pairs across the rotor axis. A weight imbalance of just a few hundred grams can create severe high-frequency vibrations at high RPMs, rapidly destroying your crusher’s expensive main bearings.
Reversible Hammer Designs: Opting for reversible crusher hammers allows maintenance teams to turn the component 180 degrees once the primary leading edge rounds off. This simple design feature doubles the part’s service life before requiring a full turnaround replacement.
Adapting to High-Moisture and Sticky Limestone: If your quarry struggles with high moisture or clay content during rainy seasons, raw material can clog the crusher grates. Choosing a sharper, aerodynamic hammer profile improves material penetration and sweeps the grates clean, keeping your hourly throughput stable.
5. Step 4: Calculate Total Cost of Ownership (TCO) Over Initial Purchase Price
The “Cheap Hammer” Trap
For procurement managers, choosing the lowest-priced crusher hammer seems like a quick win for the quarterly budget. However, low-grade castings wear out exponentially faster. When you factor in the labor costs of frequent replacements, loss of daily throughput, and increased energy draw, cheap hammers quickly become an expensive mistake.
Formulating the Cost-per-Ton Blueprint
To calculate the true ROI of your wear parts, transition your procurement metrics from “Cost-per-Piece” to “Cost-per-Ton” using this formula:
Upgrading to an advanced bimetallic or ceramic-insert hammer might double your upfront component investment, but if it extends your wear life by 300%, your overall cost-per-ton drops drastically, significantly boosting long-term plant efficiency.
6. Best Maintenance Practices for Sustained Crushing Efficiency
To protect your wear parts investment and keep your hammer mill running at peak efficiency, embed these operational rules into your plant’s schedule:
Deploy Tramp Iron Pre-Sorters: Ensure your conveyor lines are equipped with heavy-duty overbelt magnets and metal detectors. Preventing excavator teeth, drill bits, or structural steel scraps from entering the crushing chamber is the easiest way to prevent cracked hammers.
Pre-Screen Natural Fines: Run your raw quarry mix over a vibrating grizzly screen before it dumps into the crusher. Removing fine dirt and small gravel ahead of time prevents “cushioning” and unnecessary abrasive wear inside the machine, instantly prolonging your crusher hammer lifespan.
Monitor the Hardfacing Window: If your plant utilizes manual hardfacing (welding buildup layer), do not wait until the hammer head is completely worn down. Applying hardfacing alloys early and frequently maintains the hammer’s crisp profile, locking in high crushing efficiency year-round.
7. Conclusion: Partnering with the Right Crusher Hammer Manufacturer
Optimizing cement plant efficiency requires moving past a trial-and-error mindset. A reliable crusher hammer for cement plant operations must be precision-engineered to match your specific rock hardness, equipment RPM, and daily production targets.
By prioritizing total cost of ownership (TCO), matching metallurgy to your silica levels, and maintaining precise rotor balance, you can unlock consistent hourly tonnages, reduce energy consumption, and eliminate costly unplanned shutdowns across your production lines.
Email: [john@crusherwearpartspro.com]
WhatsApp: [+86-15057941949]
Website: https://crusherwearpartspro.com/
Get In Touch – Let’s optimize your crushing performance together!